







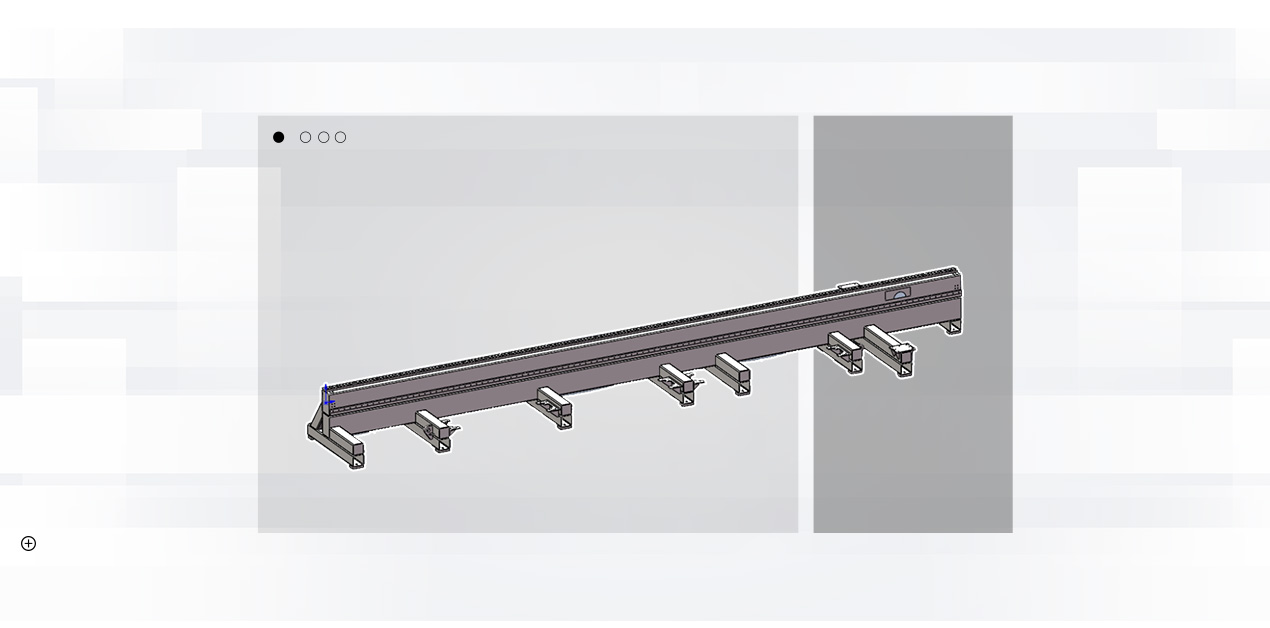
Šoninė pakabinama konstrukcija, vientisa suvirinta lova
Lova yra šoninio pakabinimo konstrukcijos ir vientisos suvirintos konstrukcijos, kuri atkaitinama, kad būtų pašalintas vidinis įtempis. Po grubaus apdirbimo prieš apdirbimo pabaigą atliekamas vibracinis sendinimas, taip žymiai pagerinant staklių standumą ir stabilumą bei užtikrinant staklių tikslumą. Kintamosios srovės servo variklio pavarą valdo skaitmeninio valdymo sistema, o griebtuvas po variklio pavaros atlieka slankiojantį judėjimą Y kryptimi, užtikrindamas greitą judėjimą ir padavimo judesį. Tiek Y ašies krumpliastiebis, tiek linijinis kreipiantysis bėgelis yra pagaminti iš didelio tikslumo gaminių, kurie efektyviai garantuoja perdavimo tikslumą; abiejuose eigos galuose esantys ribiniai jungikliai yra valdomi, o tuo pačiu metu sumontuotas griežtas ribojimo įtaisas, kuris efektyviai užtikrina saugų staklės judėjimą; staklės turi automatinį tepimo įtaisą, kuris reguliariai papildo judančias lovos dalis tepimo alyva, kad būtų užtikrinta gera judančių dalių būklė, o tai gali pagerinti kreipiančiųjų bėgelių, krumpliaračių ir stovų tarnavimo laiką.
Priekinis padavimo įtaisas
Priekiniame padavimo įtaise yra atraminė plokštė, valdoma oro cilindro, kuri palaiko vamzdį, kai nupjautas vamzdis yra ilgas, ir neleidžia jam įlinkti.
Pjaunant ruošinį, pakeltas atraminis cilindras prilaiko atraminę plokštę, kad vamzdis būtų prilaikytas ir neleistų jam įlinkti. Pjaunant ruošinį, visi pakelti atraminiai cilindrai įtraukiami, o ruošinys nukrenta ant uždengimo plokštės ir nuslysta į laikymo vietą. Cilindro veikimą sistema valdo automatiškai.
Priekinė dalis taip pat skirstoma į sekimo ir rankinio reguliavimo tipus.

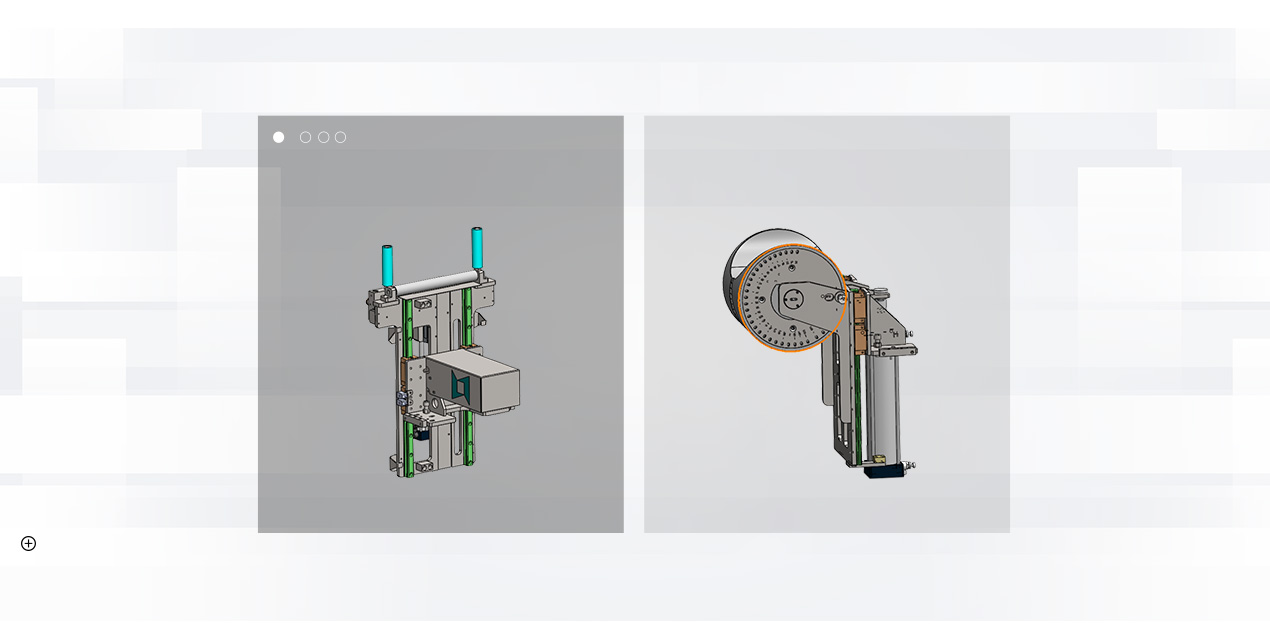
Paramos mechanizmai
Lovoje sumontuoti 3 atraminių mechanizmų rinkiniai, ir yra dviejų tipų:
1. Tolesnę atramą valdo nepriklausomas servo variklis, kuris juda aukštyn ir žemyn, daugiausia tam, kad būtų galima atlikti tolesnę atramą, kad būtų išvengta per didelės ilgai pjaustytų vamzdžių (mažo skersmens vamzdžių) deformacijos. Kai galinis griebtuvas pasislenka į atitinkamą padėtį, pagalbinę atramą galima nuleisti, kad to būtų išvengta.
2. Kintamo skersmens rato atrama pakeliama ir nuleidžiama cilindru, ją galima rankiniu būdu reguliuoti į skirtingas skalės padėtis, kad būtų galima palaikyti skirtingo dydžio vamzdžius.
Griebtuvo dalis
Griebtuvas yra padalintas į priekinį ir galinį du pneumatinius viso eigos griebtuvus, kurie abu gali judėti Y kryptimi. Galinis griebtuvas yra atsakingas už vamzdžio prispaudimą ir padavimą, o priekinis griebtuvas yra sumontuotas lovos gale medžiagoms prispausti. Priekinis ir galinis griebtuvai yra atitinkamai varomi servo varikliais, kad būtų pasiektas sinchroninis sukimasis.
Dvigubų griebtuvų jungtimi galima pjauti trumpą uodegą, o trumpa burnos uodega gali siekti 20–40 mm, tuo pačiu palaikant ilgesnės uodegos trumpą uodegą.
TN serijos vamzdžių pjovimo staklės taiko griebtuvo judėjimo ir vengimo metodą, kuris leidžia pjauti dviem griebtuvais visą laiką, todėl vamzdis nebus per ilgas ir nestabilus, o tikslumas nebus pakankamas.

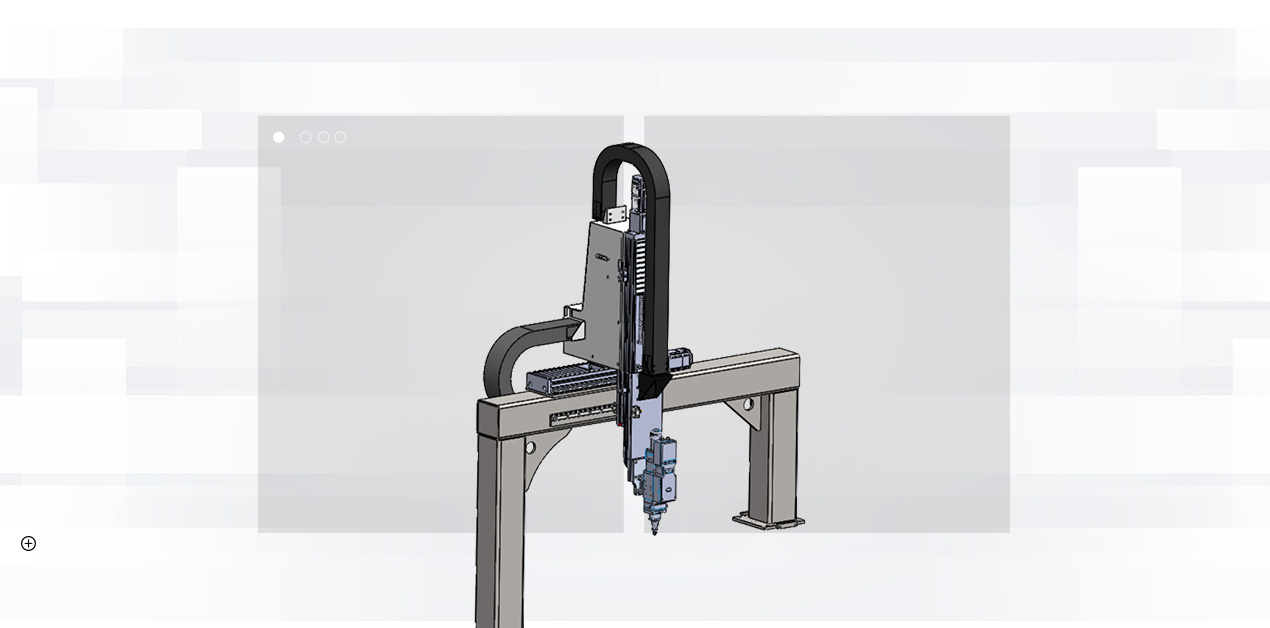
Ašies įrenginys
X ašies įtaiso skersinė sija yra sudaryta iš portalinės konstrukcijos, suvirintos kvadratinio vamzdžio ir plieninės plokštės deriniu. Portalinė dalis pritvirtinta prie pagrindo, o X ašį varo servovariklis, kuris varo krumpliastiebį ir krumpliaratį, kad būtų užtikrintas slankiojančios plokštės slankiojantis judėjimas X kryptimi. Judėjimo metu ribinis jungiklis valdo eigą, kad apribotų padėtį ir užtikrintų sistemos veikimo saugą.
Tuo pačiu metu X/Z ašis turi savo organinį dangtelį, kuris apsaugo vidinę struktūrą ir užtikrina geresnį apsaugos bei dulkių pašalinimo efektą.
Z ašies įtaisas daugiausia realizuoja lazerio galvutės judėjimą aukštyn ir žemyn.
Z ašis gali būti naudojama kaip CNC ašis, atliekanti savo interpoliacinį judesį, ir tuo pačiu metu ją galima susieti su X ir Y ašimis, taip pat perjungti į sekimo valdymą, kad būtų patenkinti skirtingų situacijų poreikiai.
Metalinių vamzdžių pluošto lazerinio pjovimo staklės 62TN privalumai

-

TX124 2024 pluošto lazerinio pjovimo staklės aliuminio...
-

LX82TS 7% nuolaida 1 kW 1,5 kW 3 kW 4 kW 6 kW šviesolaidinis...
-

LX123TX geriausias trijų griebtuvų didelio našumo pluošto lazeris...
-

LX3015E metalinių plokščių pluošto lazerinis pjaustytuvas su išpjovimu...
-

LX62TN pusiau automatinis pluošto lazerinis metalo pjovimo...
-

LX62TD 1-6KW ekonomiškas vamzdžių pjovimo staklės P...











